你的位置: 首页 > 新闻资讯 > 镁合金零配件加工百科
日期:2022-05-22来源:诺铂智造
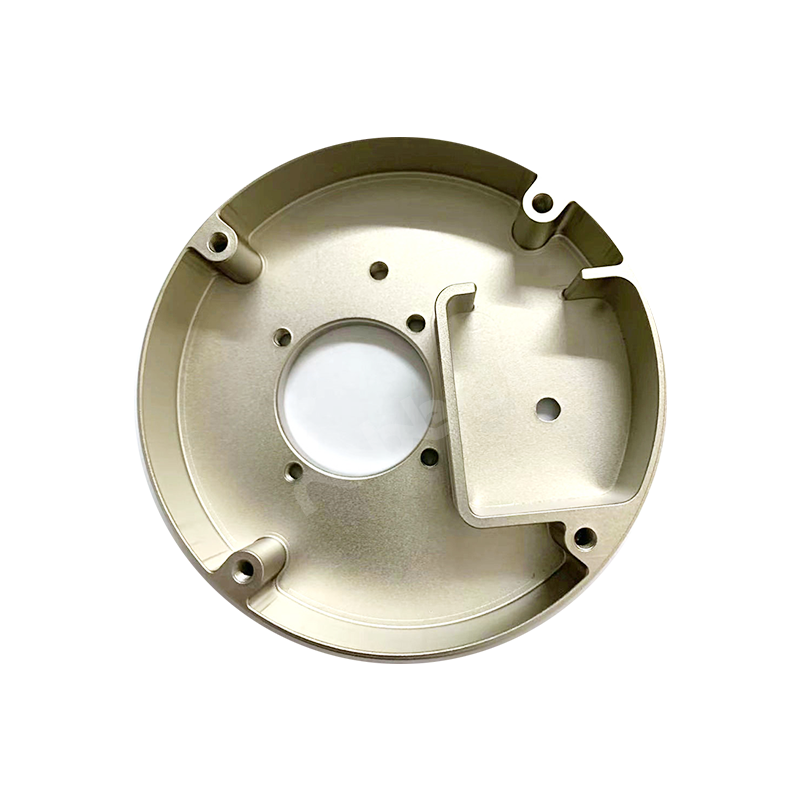
大多数的镁合金压铸件通常都会带有边角料和模具线条。所以在设计产品的时候会降这些边角部分单独留出来,后面就是通过机加工、去毛刺(披锋)、打磨抛光、研磨清洗、皮膜、最后就是产品的表面处理了。那镁合金抛光技巧有哪些呢?在进行去毛刺和打磨抛光作业时,难免会产生很多的镁粉,这些镁粉在经过一段时间堆积在角落或者在空气中漂浮,遇到明火的情况下是会产生粉尘爆炸的。镁合金抛光步骤要点如下:

一、镁合金加工之磨砂角度:
用80、240、320、600、800、1000、1200/1500的水砂纸依次磨,切记:每次磨制时要与前一次方向垂直,随着砂纸号数的增加,力道应逐次减轻,切记:不可在前一次的划痕还未被全部覆盖就再次换方向。
二、镁合金加工之抛光:
抛光可选择氧化镁、1.5-0.5的人造金刚石研磨膏,但是研磨膏颜色发红的不太好用,抛光过程要用无水乙醇抛光,而且应该在抛光机中央部位抛光试样,每换一个试样抛光布要用清水清洗一次。

关于镁合金的腐蚀:以材料不同腐蚀剂有所不同,一般可选用4-30%的硝酸酒精,腐蚀时间的长短最好是自己多试几次个人把握,最好是腐蚀完成之后基体是亮的。此外,镁合金材料本身就是一种易燃易爆的材质,通过镁合金材料进行的粉尘爆炸,一般的消费处理方法还不能灭火,只有用专门的灭火器和干沙才能进行扑灭。注意:镁合金产生的燃烧不能用水扑灭,因为水含有氧原子,在碰到以后火势只会越来越大。

众所周知,镁合金压铸是指将镁合金锭从固定融化成液体,通过模具在压铸机中成型。在镁合金加工过程中,由于残余应力,夹紧力和切削而损坏会导致镁合金产生变形,该如何控制镁合金变形?
一、镁合金加工技术规范:
将粗加工与精加工分开,在粗加工阶段去除大部分余量,对于框架类型的镁合金零件,特别是薄壁类型零件,可以采用粘贴阻尼材料的方法降低加工时的切削震动变形,考虑加工过程减震处理,减小切削余和温差,粗加工与精加工工序间安排人工或者自然时效及相应的回火热处理,以尽可能释放零件内部的力,减少加工后的变形迹象。
优化镁合金加工工艺,在粗加工完成后,对零件进行热处理,充分释放零件的切削应力和残余应力,然后进行精加工,大大提高了零件的加工质量。分离和精加工具有以下优点:
(1)减少残余应力对加工变形的影响。粗加工完成后,可以通过热处理去除因零件的粗加工而产生的应力,并且可以减少应力对精加工质量的影响。
(2)提高加工精度和表面质量。粗加工和精加工是分开的,精加工只是加工的很小余量,加工应力和变形很小,可以大大提高零件的质量。
(3)提高生产效率。由于粗加工仅会去除多余的材料并留有足够的余量进行精加工,因此它不会考虑尺寸和公差,并有效地发挥了不同类型机床的性能并提高了切削效率。
二、调整好镁合金加工参数:
采用大前角,一般y=20°~30°,粗加工取较小值,精加工时a=10°~15°as=60°~75°,大的刃倾角可增切削力,同时,要考虑后刀面的磨损以及切削力的影响,因此,控制好刀面的磨损,保持刀具的锋利程也是降低切削力的有效办法,主偏角对于切削力有着直接的影响,减小主偏角、增大切削深度与走刀量比值对切削区的散热有着很好的作用,一般主偏角hy=30°~45°。
三、选择适合的镁合金加工切削用量:
采用高速的铣削技术进行加工镁合金材料,切削热度基本都由切屑带走,也可以适当选择大走刀量,大削深度等。
就目前而言,很多企业在镁合金加工中会选择高速加工,其优点:高效率,高精度和高编码质量,低切削温度和低切削力。
在镁合金加工切削过程中,影响工件表面质量的主要因素是堆积边缘,磷刺,振动,切削刃的锋利质量,工件材料的缺陷以及切削液的使用等等,并且高速切削与普通切削相比。切削深度大,材料变形速度快,应变率大,不易产生堆积边缘和磷刺。
同时,由于切削速度快,大部分切削热被切屑带走,切削表面为时已晚,无法产生塑性变形,可以将高速加工过程中产生的应力控制在很小的范围内,这为高精度镁合金加工提供了可能的技术支持,并在确保零件尺寸精度和表面质量的同时大大缩短了加工周期。

以上就是镁合金抛光技巧俩大技巧与在使用镁合金加工过程中控制好零部件因加工导致变形,可以高效控制镁合金加工,而导致变形,提高零配件成品率。镁合金是以密度小,硬度高等特点,深受cnc加工厂家们喜爱,但镁合金加工技术仍然面临巨大的困难。当然,深圳诺铂智造仍然攻坚克难在这一下领域上,寻求不断自我创新与突破。深圳诺铂智造技术有限公司是一家被政府授予“国家高新技术企业”资质的中英合资企业,公司拥有智造业务和产品业务两大方向,智能制造业务专业为客户提供包含零件加工制造在内的项目支持服务。